
Оптом графитированные катодные угольные блоки
Все часто говорят о графитированных катодных угольных блоках как о чем-то простом, как о 'черном угле'. Но на деле, это сложный материал с огромным количеством нюансов, которые влияют на эффективность всего процесса электролиза. Да, формально все понятно – графит, уголь, катод, электролиз. Но когда дело доходит до подбора оптимального решения для конкретной задачи, начинаются тонкости, о которых редко рассказывают в документации. Именно об этих тонкостях и пойдет речь. Не буду вдаваться в академические детали, просто поделюсь опытом, который накопился за время работы с разными металлургическими предприятиями.
Что такое графитированные катодные угольные блоки и зачем они нужны?
Прежде чем углубиться в детали, давайте разберемся, что это вообще такое. Графитированные катодные угольные блоки – это электрод, используемый в электролизе, чаще всего при производстве алюминия. Они служат катодом, то есть электродом, на котором происходит восстановление ионов металла. Графит добавляется в угольную матрицу для улучшения электропроводности, повышения механической прочности и снижения ломкости. Это важный момент – не просто уголь, а именно графитированный уголь, потому что только он обладает необходимыми свойствами для длительной работы в агрессивной среде электролита.
Значение этих блоков невозможно переоценить. Качество графитированных катодных угольных блоков напрямую влияет на производительность электролизера, энергоэффективность, а также на срок службы оборудования. Неправильно подобранный материал может привести к повышенному расходу электроэнергии, снижению выхода продукта и, как следствие, к значительным финансовым потерям. С точки зрения простого потребителя, все может показаться одинаковым, но опытный инженер-электрик сразу заметит различия.
Ключевые характеристики: на что обращать внимание
Помимо очевидных параметров, таких как химический состав и механические свойства, существуют менее очевидные, но не менее важные характеристики. Например, степень графитизации, размер частиц графита, распределение графита в угольной матрице, а также уровень загрязнения. Например, повышенное содержание примесей может негативно сказаться на электропроводности и привести к образованию дефектов в структуре материала. Встречалось, что даже незначительное количество воды в блоке значительно увеличивало его ломкость и сокращало срок службы.
Иногда проблема не в материале как таковом, а в его геометрии. Например, неправильный размер пор или неравномерное распределение графита может приводить к локальным перегревам и образованию горячих точек, что ускоряет деградацию материала. В таких случаях приходится идти на компромиссы, заказывая индивидуальные блоки, разработанные под конкретный электролизер.
Проблемы в процессе эксплуатации: распространенные ошибки и их последствия
После того, как графитированные катодные угольные блоки установлены в электролизер, начинается новый этап – эксплуатация. И здесь тоже могут возникнуть проблемы. Одна из самых распространенных – это неправильный режим работы электролизера. Слишком высокий ток или слишком низкий потенциал могут привести к перегреву блоков и их преждевременному выходу из строя. Важно точно соблюдать рекомендованные параметры и регулярно проводить мониторинг процесса.
Еще одна распространенная ошибка – неправильная установка блоков. Недостаточная затяжка крепежа или неправильное выравнивание блоков может привести к неравномерному распределению тока и повышенной нагрузке на отдельные участки. Иногда даже незначительное смещение блока может привести к образованию трещин и разрушению материала. Мы как-то сталкивались с ситуацией, когда из-за неправильной установки одного блока, весь электролизер пришлось останавливать на ремонт.
Примеры из практики: что мы видели
Например, на одном из алюминиевых заводов мы заметили, что блоки быстро выходили из строя, несмотря на соблюдение всех рекомендованных режимов работы. При детальном анализе оказалось, что причиной проблемы была неправильная очистка электролита. В электролите содержались частицы металлической пыли, которые накапливались на поверхности блоков и снижали их электропроводность. После оптимизации процесса очистки блоков, срок их службы значительно увеличился.
В другом случае, мы столкнулись с проблемой образования газов внутри блоков. Выяснилось, что в процессе производства в блоках остались микроскопические пустоты, которые с течением времени расширялись под воздействием электролиза. Это приводило к разрушению блоков и образованию опасных ситуаций. Пришлось разработать специальную технологию производства, чтобы избежать образования пустот.
Современные тенденции и инновации
Сейчас активно ведутся разработки новых материалов и технологий для производства графитированных катодных угольных блоков. Например, исследуются новые добавки, которые улучшают электропроводность и механическую прочность материала. Также разрабатываются новые методы производства, которые позволяют получать блоки с более однородной структурой и меньшим количеством дефектов. Некоторые компании экспериментируют с использованием композитных материалов, сочетающих в себе графит, уголь и другие компоненты.
Насколько перспективно это? Сложно сказать однозначно. Но очевидно, что в будущем графитированные катодные угольные блоки будут становиться все более совершенными и эффективными. ООО Цзянсу Цзямин Углеродные Новые Материалы активно следит за этими тенденциями и разрабатывает собственные инновационные решения. Наш опыт работы с различными металлургическими предприятиями позволяет нам предлагать оптимальные решения для любой задачи. Мы постоянно совершенствуем технологию производства и используем только высококачественные материалы.
ООО Цзянсу Цзямин Углеродные Новые Материалы: надежный поставщик
Мы не просто поставщики графитированных катодных угольных блоков, мы – партнеры, которые готовы предложить вам комплексное решение для вашей электролизной установки. Мы поможем вам выбрать оптимальный материал, разработать оптимальный режим работы и обеспечить бесперебойную поставку продукции. Наш сайт:
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Графитированный нефтяной кокс фр. 0.5-3 мм
Графитированный нефтяной кокс фр. 0.5-3 мм -
 Графитовый порошок 40-60 меш
Графитовый порошок 40-60 меш -
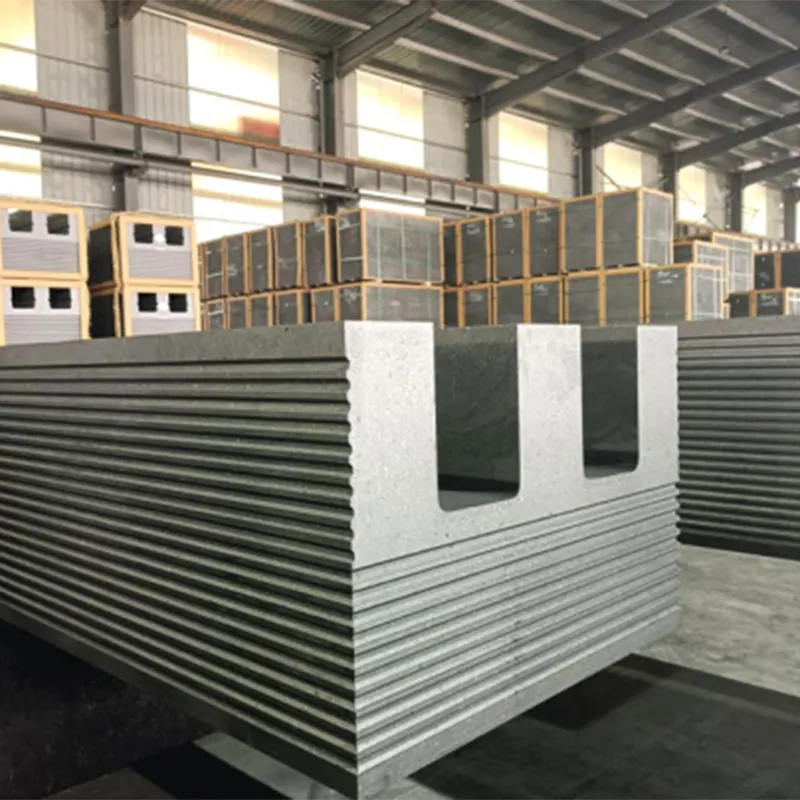 Графитированный катод
Графитированный катод -
 Графитовый порошок 60-80 меш
Графитовый порошок 60-80 меш -
 Прокаленный нефтяной кокс 0,2-1 мм
Прокаленный нефтяной кокс 0,2-1 мм -
 Электродная паста с трапециевидным графитом
Электродная паста с трапециевидным графитом -
 Прокаленный нефтяной кокс 0-1 мм
Прокаленный нефтяной кокс 0-1 мм -
 Частично графитированный нефтяной кокс фр. 0.2-1 мм
Частично графитированный нефтяной кокс фр. 0.2-1 мм -
 Графитовая электродная паста в форме летающей тарелки
Графитовая электродная паста в форме летающей тарелки -
 Паста для цилиндрических графитовых электродов
Паста для цилиндрических графитовых электродов -
 Сверхдлинный регенерированный графитированный электрод
Сверхдлинный регенерированный графитированный электрод -
 Графитированная электродная дроблёнка фр. 1-5 мм
Графитированная электродная дроблёнка фр. 1-5 мм
Связанный поиск
Связанный поиск- Известный большой карбоновый блок
- Купить углеродосодержащий материал для чугунного литья
- Дешево паста из углеродного яйца в качестве самозапекаемого электрода
- Купить графитированный алюминиевый катод
- Ведущий искусственный графит
- Купить графитированные углеграфитовые добавки для сталеплавильного производства
- Цены на графит в Китае
- Высококачественный искусственный графит
- Дешево обработка графитовых материалов
- Оптом срок службы графитовых электродов



